The Best Way to Process Teflon® (PTFE) for Optimal Seal Performance

Below, we’ll explore how Teflon is processed for sealing purposes, and why we sometimes see variation in surface quality and/or cracks in finished Teflon seals.
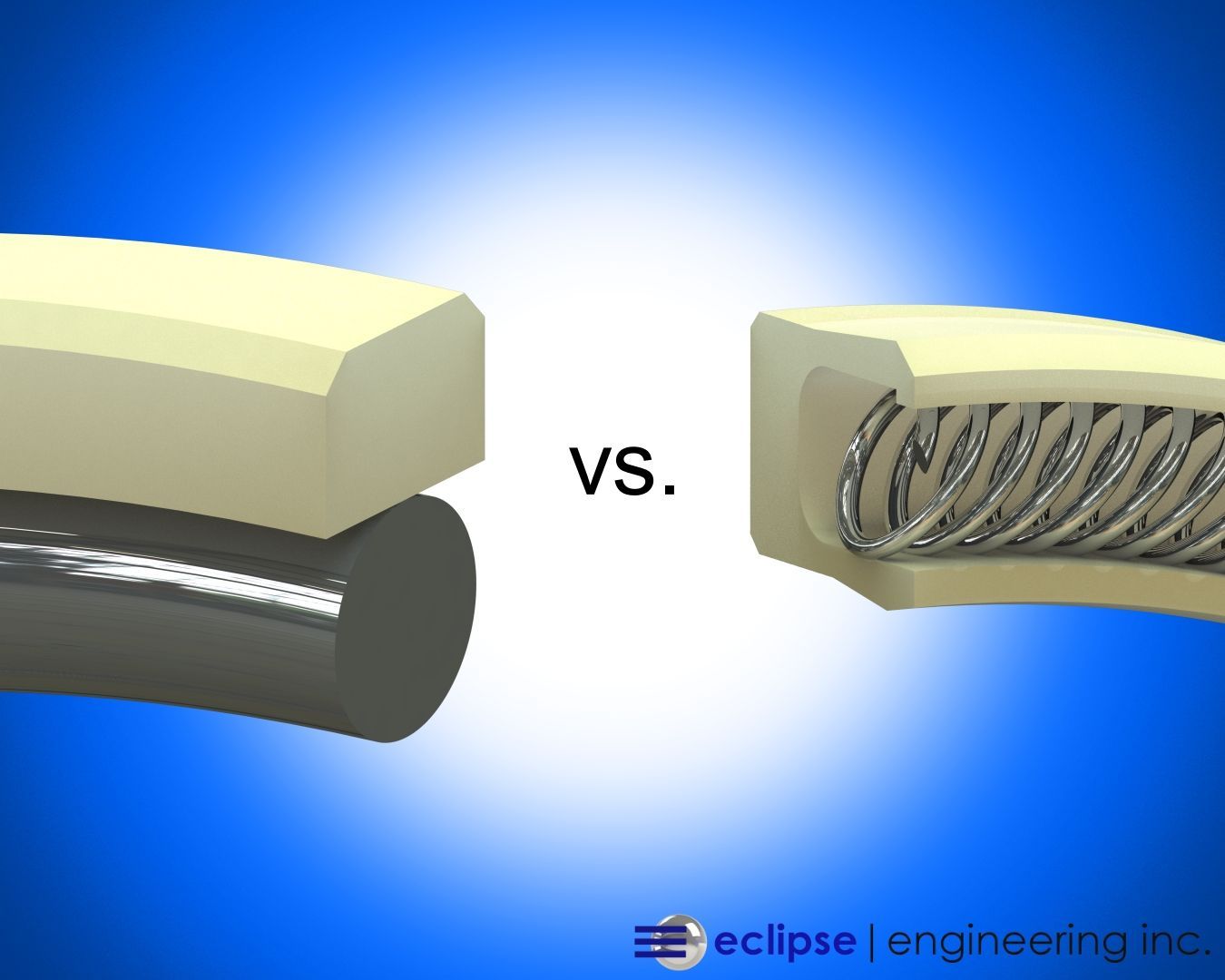
The Two Ways to Process Teflon® for Seals
There are different grades of Fluoropolymers that can be used to manufacture seals. There are melt processable fluoropolymers, which are rarely used in the seal manufacturing process due to cost, and granular PTFE.
Melt processable fluoropolymers allow for injection molding, and exhibit many of the same characteristics as granular PTFE. But the first grade doesn’t allow for the flexibility of molding and machining, which is why most of our seals are made from granular PTFE.
Milling Granular PTFE for Seals
All granular PTFE starts out as “standard flow” which means it’s the consistency of flour. While it can “flow” into a seal mold, it pours much like flour, which can be clumpy.
Standard flow can be blended with fillers to help improve some physical properties, such as wear, but can degrade tensile and friction. Tensile strength is usually not a problem, as most seals are in compression.
Fillers will increase friction slightly. When fillers are mixed, or blended, into the base resin, they’re milled to ensure uniform dispersion within the compound that’s being created.
During this milling process, the mixture begins to get warm. Keeping the temperature low ensures that the fillers can be uniformly dispersed within the mixture.
If the temperature does rise to the point in which the compound will no longer flow in the mill, clumping can occur. Materials will generally have multiple passes through the mill, but too many passes will begin to degrade the physicals in the base resin.
Allowing the compound to rest after filling will allow the bulk temperature of the compound to return to room temperature. This helps the molder pack the material into the mold.
If the compound is too warm during the molding process, voids can form in the mold, which will result in cracking in the seal.
Molding Granular PTFE
There are 3 basic methods to create a rod or a tube: Compression molding, isostatic molding, and automatic molding. All 3 have pros and cons, but all 3 can yield a seal that is functional in most applications.
Physical properties will vary between the 3 methods. These variations are normally inconsequential, but if extrusion is a problem due to high pressure, one method may perform better due to a variation in molding creating lower physicals of the material.
For the purposes of this article, we will assume all methods yield good material. Automatic molding is generally done using pelletized material, which is referred to as free flow.
The molding process is a 2-step process. Packing the mold and pressing the powder in is referred to as the “green state.” This is then followed by sintering to alter the molecular state of the compound.
After packing a mold and pressing the material to 3000 PSI, the material is then removed from the mold. This removal process is a critical procedure while the compound is in the “green” or un-sintered state. Any mishandling of the green material will result in cracks.
The demolding process must be done with care as to not disturb the material as its removed from the mold. Green material is often placed on carts that move the material to the oven for sintering. But movement over uneven floors has been shown to induce cracks in the material.
Sintering Granular PTFE
The sintering process results in a change in the compound, allowing the molecules to reorganize. This process makes this material a compound as opposed to a mixture, and cannot be broken back down to its original constituents after sintering.
There is a science to proper sintering of PTFE. But to summarize, this process is done between 675 and 700 degrees Fahrenheit.
Sintering must be done in an oven to insure good airflow. Rods and tubes must be situated to insure they don’t sag in the oven.
A proper oven cycle will ensure the material is properly sintered, which usually includes an annealing cycle to help physicals and stop cracks from forming.
After cooling to room temperature, the material is ready to be machined.
Free flow is a secondary process that pelletizes the material, allowing it to flow into the mold more easily. It lends itself to automatic molding due to the non-clumping of the material.
Physicals from free flow will generally be lower than standard flow. But the molding process may often bring material physicals close to the standard flow.
Automatic molding allows for thinner tubes, which results in a more even pressure distribution within the material. Thinner tubes allow for less waste of material, and quicker machine time.
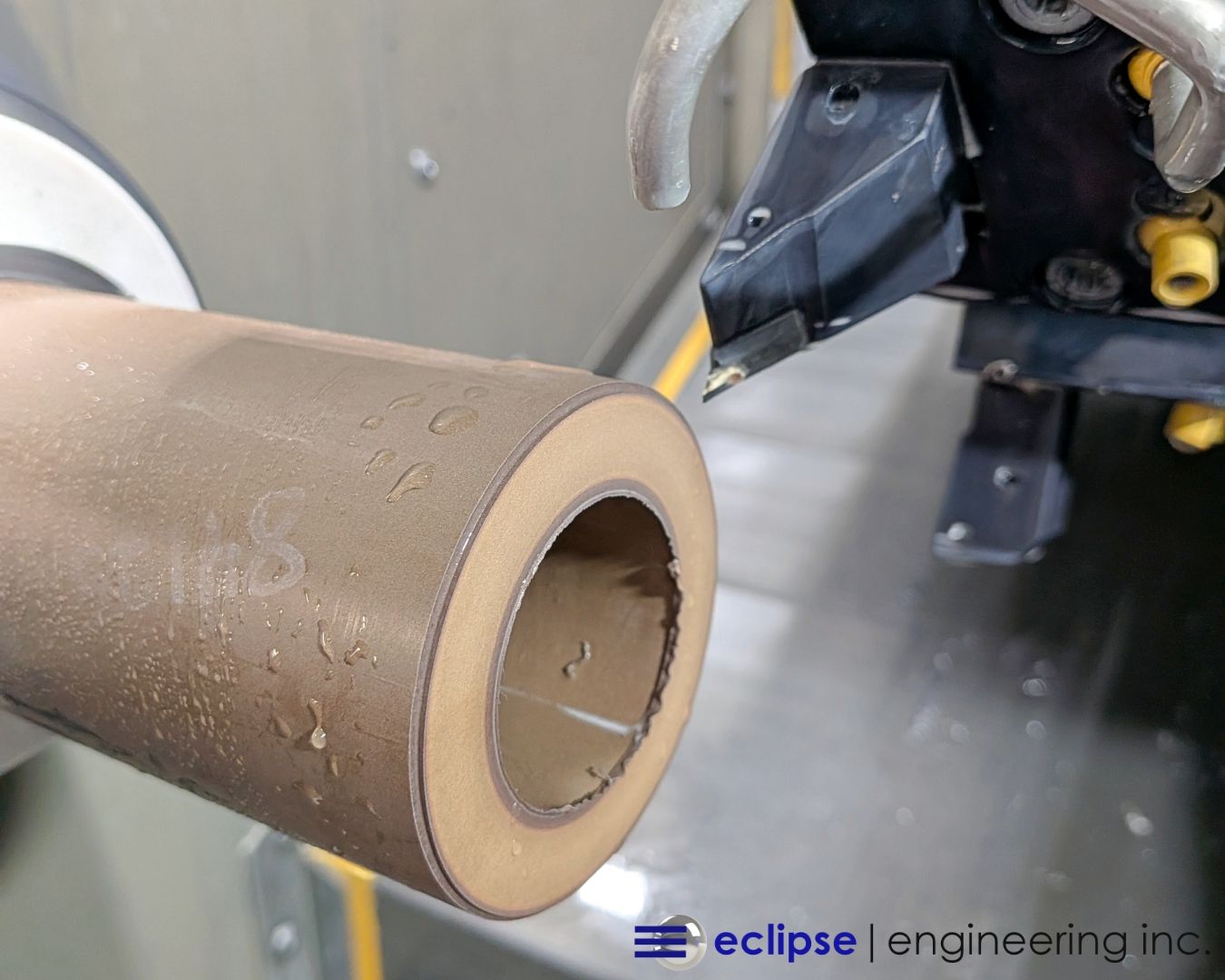
Automatic molding often allows for the autofill of the material into the mold, saving manufacturing costs. Automatic molding may also result in surface finish issues on the finished part.
In most cases, this mottled look isn’t an issue — it’s simply due to the pelletized material as opposed to standard flow where particles may be closer together.
How to Avoid Cracking in Granular PTFE
In general, the processing of granular PTFE results in excellent parts for a wide variety of sealing applications.
There are many steps in the process that may result in some form of cracking of the finished part. These cracks are normally found in the manufacturing process, or upon installation.
There are special methods of crack detection for granular PTFE, and these methods are generally costly. But the incidence of cracking is generally so small, it’s not cost effective to test or preform special processes of detection.
Any deformation of the ring normally results in a failure of the ring.
At Eclipse Engineering, our quality department and manufacturing staff are trained to look for signs of cracks in unfinished rods and tubes, and in finished seals. We almost always find most cracks prior to shipment, so you can rest assured you are being delivered the best sealing product possible.
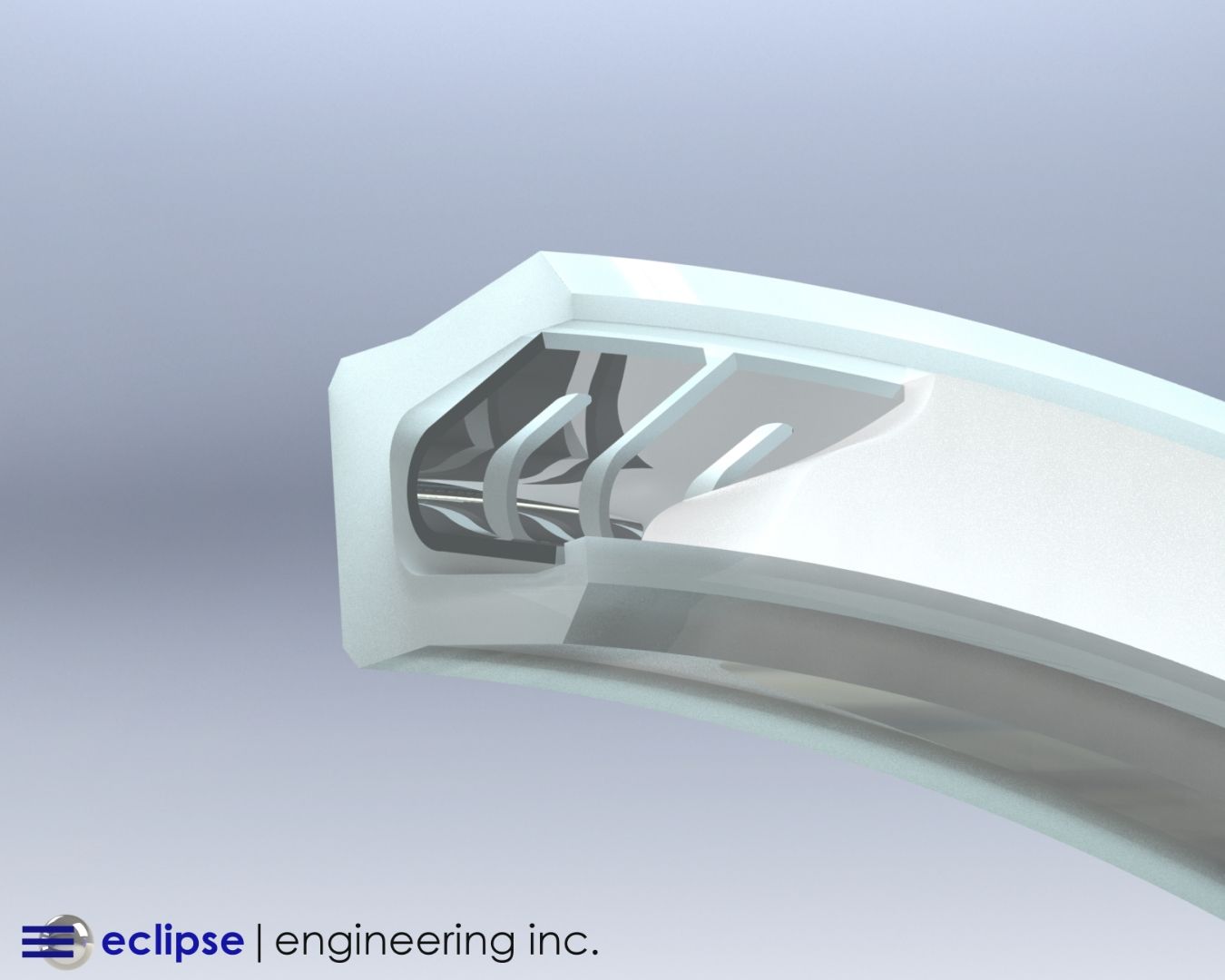
PTFE in O-Rings
While most common O-Ring materials are rubber or elastomeric compounds, certain operating conditions and hardware configurations merit the use of PTFE as the material. And while PTFE offers some distinct advantages over elastomers, it also has some draw-backs that can negatively affect seal performance.