Full service seal & bearing engineering, manufacturing and distribution.
For seals and bearings to work correctly, they need to fit correctly.
With Eclipse Engineering, you can have your bearings, seals, and shapes designed and manufactured in one place, ensuring the perfect fit. Let us show you what the highest level of engineering support looks like.




AEROSPACE
Eclipse produces high-precision seals for the aerospace industry, including high performance seals for extreme aerospace environments. Applications include aircraft braking systems, gearboxes, flap actuators, satellites, cryogenic refueling systems, turbo pumps, launch pad dampeners, and armored transporters.

PHARMACEUTICAL
We provide high reliability seals for the pharmaceutical industry and perfect-fit seals for pharmaceutical applications––for process equipment including HPLCs, batch reactors, centrifuges, and autoclaves. Our clients include pharmaceutical manufacturers and pharmaceutical process equipment OEMs.

ENERGY, OIL & GAS
We produce perfect-fit seals for the energy industry (including solar, wind, hydro, coal, and nuclear plants) plus seals for the oil and gas industry covering exploration, refining, production, and completion activities. Our seals reside in products such as control valves, reactors, couplings, regenerators, drill heads, blowout preventers, and dam trunnions.

MEDICAL EQUIPMENT
We provide customized medical seals and advanced seals for the medical equipment industry––including dental and surgical equipment, and prosthetics. Eclipse works with product engineering and purchasing staff to understand specific medical equipment needs in order to find short lead-time solutions to support your manufacturing operation.

FOOD & BEVERAGE
We provide seals for the food and beverage industry, food-grade rubber seals, and food-safe o-rings. Cost-efficient solutions are offered for a wide range of processing, packaging, and handling equipment––including fold boxes, filling containers, and conveyors. Eclipse works with product engineering, maintenance, and purchasing staff to understand specific production equipment needs in order to find short lead-time solutions to keep your production up and running.
SEMICONDUCTOR
Eclipse produces high-reliability seals for the semiconductor industry, seals for semiconductor applications, and for the broader electronics sector. We work with purchasing and engineering staff to understand specific equipment needs in order to find short lead-time solutions to support your business.

AUTOMOTIVE
Eclipse produces cost-effective seals for the automotive industry and seals for automotive applications. We work with engineers and purchasing staff of automotive OEMs and component suppliers to understand specific manufacturing needs––enabling us to find economic short lead-time solutions to support your production.

INDUSTRIAL
Eclipse produces cost-effective, high quality, seals for industrial applications and a wide range of mechanical seals––for cylinders, actuators, valves, farm machinery, drilling equipment, mining machinery, and many other applications. We work with equipment manufacturers and rebuilders to understand specific needs––enabling us to find economic short lead-time solutions to support your operation.
WE DESIGN, MANUFACTURE, AND DISTRIBUTE
You can find the products we design, manufacture, and distribute all over—and even off—the planet
Eclipse Engineering was the brainchild of a passionate, business-minded engineer. His goal was to provide answers to seal and bearing questions to a niche market. Since operations began in 1999, Eclipse has evolved into a comprehensive partner for many OEM, MRO and industrial customers around the world. These companies have come to count on our engineered solutions, problem solving skills, in-house manufacturing capabilities and the responsiveness associated with distribution.
Our staff has more than 200 years of combined seal and bearing experience. This experience allows us to determine if a standard off the shelf product can be used or if an engineered solution will be required for an application.
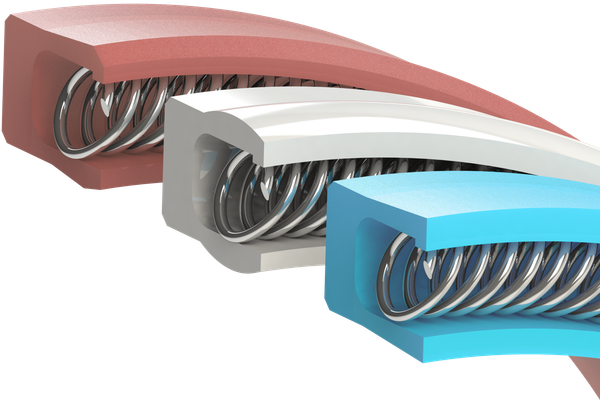
At Eclipse, we've designed seals:
- In reciprocating, oscillating, rotary and static applications
- That work in applications in excess of 500K PV
- To maintain extreme vacuum
- To withstand 100K PSI
- To contain radioactive water, fire resistant hydraulic fluid, H2S, solvents, and more
As a top tier supplier, we strive to continually improve our processes, while keeping with the essential principle of providing, foremost, engineering and technical assistance that results in an optimized solution for your sealing application.
From our sales professionals to our engineers, we take pride in the fact that we listen to our customers' needs and provide them with quality products—at a competitive price, in a timely manner.




WHAT OUR CUSTOMERS HAVE TO SAY

When it comes to engineering and manufacturing seals, customer satisfaction is everything. From initial communications to the quality of the products we deliver, we always aim to be the best. Want proof? Read what some of our customers have to say about working with us!
What Can We Help You With?
Start a project request form and give us the specifics of your project. Our team will review and be in touch with you shortly!
PRODUCTS
INDUSTRIES
SUBSCRIBE TO OUR NEWSLETTER
Sign up for our newsletter and receive resources about seals, bearings, and shapes delivered directly to your inbox!